
Aunque la flotación y la metalurgia esencial de los pórfidos de cobre no haya tenido cambios durante muchos años, el equipos de la planta de procesos, así como el diseño de las planta se ha mejorado continuamente para aumentar la producción reduciendo costos operativos y de mantenimiento. También se ha puesto atención a los dispositivos automáticos y los controles automáticos para asegurar un buen rendimiento metalúrgico, y poder tener la máxima producción posible. Para el presente estudio la mayor parte de estos controles no se muestran. Muchos depósitos de cobre porfirítico contienen molibdeno, y algunos podrían tener minerales de zinc.
Aunque estos minerales de cobre y molibdeno ocurren en pequeñas cantidades, se pueden recuperar de manera económica como sin elevar el costo de la operación de mina, o de las operaciones de chancado, molienda y flotación asociadas a la recuperación de cobre.
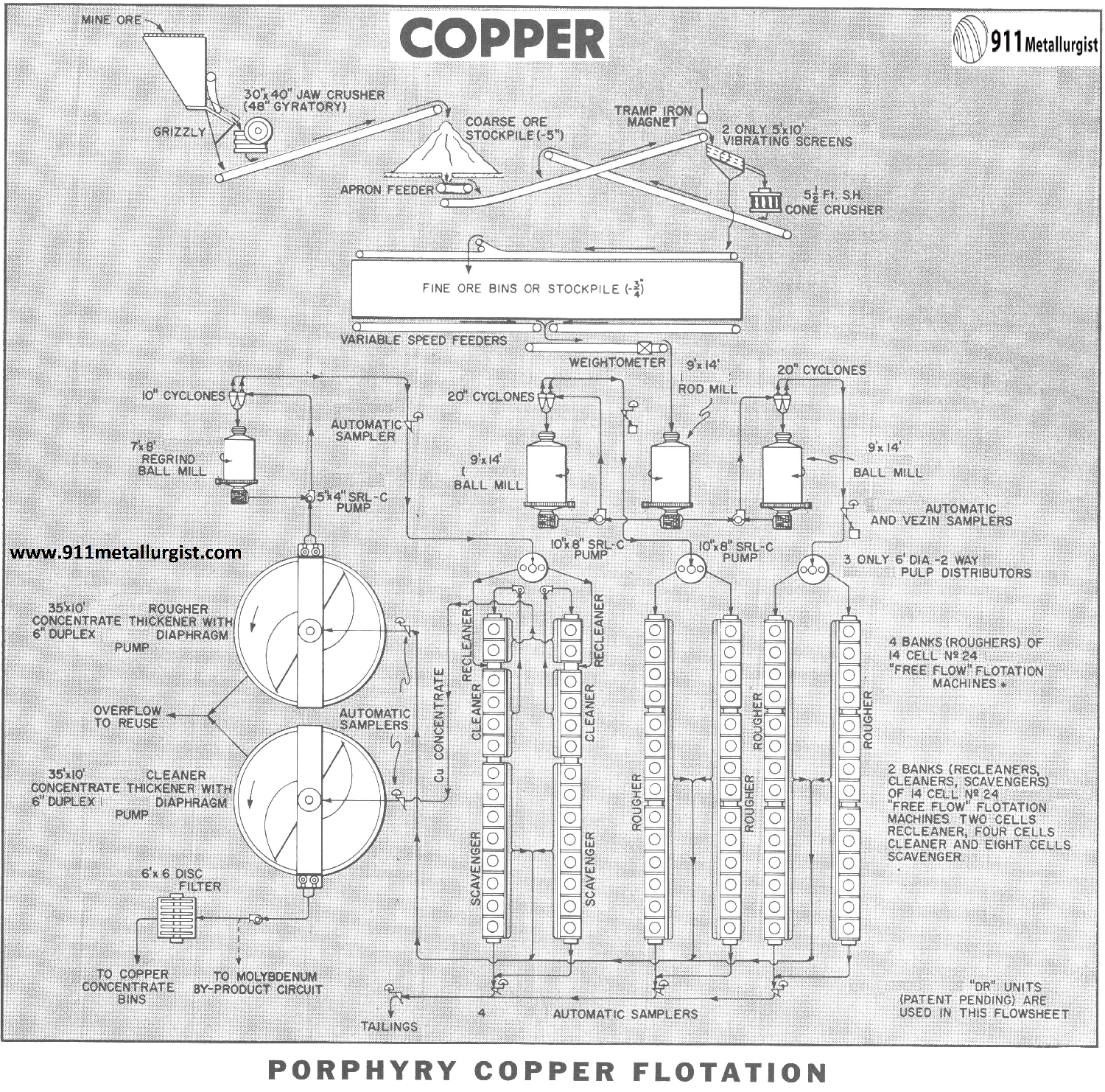
Diagrama de Flujo de Flotación de cobre
El cobre en este tipo de depósitos se halla en valores cercanos al 1%, y las operaciones mineras deben ser relativamente grandes para tener una buena rentabilidad económica. El diagrama de flujo mostrado en la figura esta diseñado para tratar 3,000 toneladas por día. En general la mayoría de las operaciones de este tipo tienen dos o más circuitos de molienda en paralelo, y un circuito de flotación. Los circuitos de molienda están instalados en paralelo para tener capacidad de manejar tonelajes variables.
Extracción del Mineral de Cobre
Usualmente se practica la extracción del mineral de cobre en tajos abiertos, empleándose camiones mineros para efectuar el transporte del mineral hacia la planta concentradora. También has operaciones mineras subterráneas, las cuales por lo general usan vagones para efectuar el transporte del mineral.
Circuito de Chancado
El circuito de chancado tienen dos o tres etapas de chancado, trabajando las dos últimas en circuitos cerrado con zarandas vibratorias para la clasificación de las partículas. Generalmente la selección de la chancadora primaria se basa en el tamaño máximo de roca que viene de la mina, y no tanto por la capacidad de tratamiento. El material que es extraído de las minas de pórfidos de cobre es relativamente grande.
El circuito de chancado en la figura mostrada anteriormente fue diseñado para operar entre 8 y 16 horas, y también presenta capacidad adicional para tratamiento extra en caso sea necesario.
Apilado del Mineral Chancado
Muchas operaciones hacen el apilado del mineral chancado en forma de conos, descargándose el mineral del centro de la base del cono hacia el circuito de molienda. Cuando el circuito de chancado entra en mantenimiento prolongado, el mineral que forma las paredes del cono es llevado hacia el centro para que puede ser descargado y llevado hacia el circuito de molienda, de esta manera la operación del circuito de molienda no se ve interrumpida. También se puede colocar el mineral producido del circuito de chancado en tolvas de acero. En este caso el mineral es descargado de la parte inferior, y es direccionado al circuito de molienda.
Circuito de Molienda
En el presente estudio el tamaño máximo del mineral que ingresa al circuito de molienda es de 3’4” a 1”. El mineral ingresa a un molino de barras que sirve para la molienda primaria. El molino de barras trabaja en circuito abierto, y su descarga tiene un tamaño cercano a la malla 14. La descarga del molino de barras se distribuye en dos molinos de bolas, los cuales trabajan en circuito cerrado con hidrociclones. Se usan bombas del tipo SRL para enviar la pulpa hacia los hidrociclones. El molino de barras y los dos molinos de bolas son aproximadamente del mismo tamaño para tener una operación de mantenimiento más simple.
Los minerales de cobre porfirítico son generalmente medianamente duros a semiduros, y requieren una molienda cercana a la malla 65 para poder liberar los minerales sulfurados de cobre de la ganga. Aunque el valor cercano a la malla 65 es un buen valor inicial, la liberación no es completa, concentrado primario de flotación debe remolerse para asegurar una buena liberación. Usualmente el producto remolido se acerca a la malla 200 lograra un efectiva liberación de la ganga.
Circuito de Flotación
El rebose cada hidrocución se dirige a un cajón distribuidor, el cual distribuye la pulpa a cada circuito de flotación primaria dispuestos en paralelo. Los distribuidores se han diseñado para que uno o más bancos de celdas de flotación puedan cerrarse por mantenimiento o inspección, y de esta forma no se perjudique la operación de los otros bancos de celdas.
En algunos casos se instalan tanques de acondicionamiento antes del circuito de flotación primaria, pero este consideración varia de una operación a otra (no se muestra en el diagrama de flujo). Diez o más celdas de flotación se usan por banco, y están agrupadas en grupos de cuatro o seis celdas con un ducto de descarga entre celdas. Pueden usarse celdas de flotación del tipo de flujo libre (free flow) cuando no hay problemas de recuperación metalúrgica, y a la vez este tipo de celda contribuye a reducir los costos de mantenimiento y operativos de la operación. Uno o más mecanismos de las celdas de flujo libre se pueden parar para inspección o para mantenimiento sin tener que para el banco de celdas.
El concentrado de la flotación primaria se envía al circuito de remolienda. El objetivo por lo general es tener un producto cercano a la malla 200. El concentrado primario remolido se envía al circuito de flotación de limpieza. En algunos casos el circuito de flotación primaria de las primeras tres o cuatro celdas se puede enviar al circuito de limpieza sin pasar por una etapa de remolienda.
El concentrado primario remolido se limpia en circuito de limpieza de dos etapas equipado con celdas de flujo libre. El concentrado de la segunda etapa de limpieza se envía al circuito de filtración, o en todo caso al circuito de separación cobre-molibdeno.
Los relaves del circuito de limpieza pueden dirigirse a una etapa de flotación de agotamiento (tal como se muestra en el diagrama de flujo) o en todo caso enviarse al circuito de flotación primaria.
Debe indicarse que la carga circulante, y específicamente la recirculación de productos intermedios en el circuito de flotación debe ser mínima para tener control y funcionamiento máximo en equilibrio.
Espesamiento y Filtración
El proceso de espesamiento y filtración del concentrado es similar al de otras plantas de procesamiento de minerales. Como muchas operaciones de pórfidos de cobre están zonas áridas, el relave final del circuito de flotación se envía a un espesador para recuperar el agua, mientras que la descarga del espesador se envía al depósito de relaves.
Controles
La instalación de controles automáticos es práctica común en instalaciones modernas, y se usan principalmente para medir y controlar el flujo de pulpa, el valor del pH, o la densidad de pulpa en diversos puntos del circuito. El control de la alimentación de mineral y los controles de densidad de pula son relativamente comunes. En las operaciones más nuevas están usando controles automáticos del nivel de pulpa en las celdas de flotación, y adición de colectores se hace de manera controlada con el uso de bombas dosificadoras. Los circuitos de chancado también se han venido diseñando con cierto nivel de automatización y control.
Resumen
El diagrama de flujo mostrado y decreto muestra un esquema de tratamiento de un mineral de cobre porfiritico. Cada planta tiene necesidades y arreglos diferentes. Los resultados de pruebas de flotación se utilizan en cada caso para diseñar el diagrama de flujo de cada planta.
Datos de la Operación
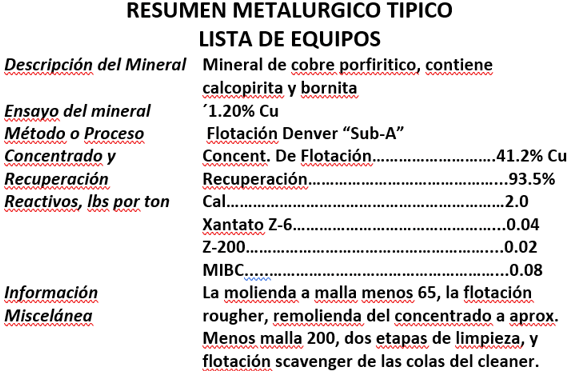
- Descripción del mineral: pórfido de cobre con chalcopirita y bornita
- Ley de cabeza: 1.20% de Cobre
- Proceso de concentración: Flotación
- Ley del concentrado: 41.2% de Cobre
- Recuperación de cobre: 93.5%
- Reactivos: Cal, 1.0 kg/t
Xantato Z-6, 0.020 kg/t
Z-200, 0.010 kg/t
MIBC, 0.04 kg/t
- Molienda, 100% menos malla 65
- Flotación, una primaria, dos limpiezas y una de agotamiento
- Remolienda, 100% menos malla 200
Aunque la flotación básica de pórfidos de cobre y la metalurgia se ha mantenido prácticamente igual durante muchos años, el equipo de procesamiento, así como el diseño de las plantas se ha mejorado continuamente para aumentar la producción y reducir los costos de operación y mantenimiento. Además, se presta una atención considerable a los dispositivos de sensores automáticos y los controles automáticos para garantizar una metalurgia y producción óptimas en todo momento. Para simplificar este estudio, la mayoría de estos controles no son mostrados. Muchos de los depósitos de pórfidos de cobre contienen molibdenita y algunos también contienen minerales de plomo y zinc.
Aunque estos minerales se presentan en cantidades relativamente pequeñas, a menudo pueden recuperarse económicamente como subproductos cuyos costos de minado, el triturado y la molienda se absorben con la recuperación del cobre.
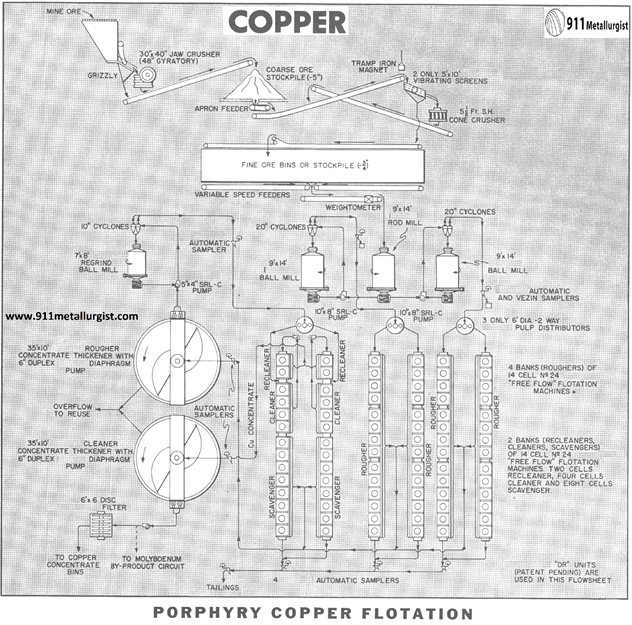
Un Diagrama de Flujo de Flotación de Cobre
Debido a que el cobre en este tipo de mineral normalmente tiene un ensayo de más o menos 1% de cobre, las operaciones de pórfido de cobre deben ser relativamente grandes para ser comerciales. El diagrama de flujo en este estudio ilustra una operación típica de 3.000 toneladas por día. En general, la mayoría de las operaciones de este tipo tienen dos o más circuitos paralelos de molienda y flotación. Para capacidad adicional, se instalan circuitos paralelos adicionales.
MINADO DE COBRE
La minería a tajo abierto generalmente se emplea con camiones o transporte de mineral a la concentradora mas cercana. Sin embargo, hay algunas minas subterráneas que utilizan métodos de perforación en bloques.
CHANCADO DE MINERAL DE COBRE
La sección de trituración consta de dos o tres etapas de chancado con la segunda o tercera etapa en circuito cerrado o abierto con zarandas vibratorias. En general, el tamaño de la trituradora primaria no está determinada por la capacidad, sino por el tamaño básico de la roca de la mina. El mineral operado por la mina es normalmente relativamente grande ya que la mayoría de las minas de pórfido son a cielo abierto. La sección de trituración ilustrada está diseñada para manejar todo el tonelaje en aproximadamente 8 16 horas, por lo que tiene capacidad de reserva en caso de considerarse una expansión.
ALMACENAMIENTO DE MINERAL DE COBRE
Muchas plantas almacenan no solo el mineral grueso sino también el mineral fino en pilas de almacenamiento abiertas que usan mineral como paredes laterales y extraen el mineral “vivo” del centro. Durante periodos prolongados de mantenimiento de la trituradora, las paredes de mineral pueden acarrearse con bulldozers hacia los alimentadores de mineral para proporcionar un suministro ininterrumpido de mineral para la molienda.
MOLIENDA DE MINERAL DE COBRE
Como se muestra en este estudio, el mineral triturado de ¾ “o 1” se alimenta a un molino de barras que opera en circuito abierto y descarga un producto de aproximadamente menos 14 mallas. La descarga de este molino de barras primario se distribuye por igual a dos molinos de bolas que están en circuito cerrado con bombas SRL forradas de caucho y dos o más clasificadores de ciclones. El molino de barras y los dos molinos de bolas son aproximadamente del mismo tamaño para una simplificación en su mantenimiento.
Los minerales de pórfido de cobre, por lo general de mediana dureza, requieren una molienda a aproximadamente 65 mallas para liberar, con un criterio de eficiencia económica, los minerales de cobre de la ganga. Aunque a menudo se puede lograr colas limpias de las celdas rougher a un tamaño de 65 mallas, el mineral de cobre no está liberado lo suficiente para producirse un concentrado de cobre de alta calidad, por lo que es necesario algún tipo de remolienda en el concentrado de cobre de flotación rougher o de desbaste. No es inusual moler el concentrado de flotación rougher a menos de 200 mallas para una liberación más completa de mineral de la ganga.
CIRCUITO DE FLOTACION DE COBRE
El rebose de los ciclones de cada molino de bolas va a un distribuidor de pulpa que distribuye la pulpa a dos o más bancos paralelos de celdas de flotación. Estos distribuidores están diseñados para que uno o más bancos de flotación se puedan parar para el mantenimiento o la inspección y aún así mantener una distribución equitativa de alimentación a los bancos restantes.
En algunos casos, es beneficioso tener acondicionamiento antes de la flotación, pero esto varía de una operación a otra y no se muestra en este diagrama de flujo. Se utilizan diez o más celdas de flotación de “flujo libre” por banco y estas celdas se dividen en grupos de cuatro o seis celdas con una caida de nivel intermedia entre grupos. Las celdas de flotación de “flujo libre” se especifican, ya que la metalurgia es extremadamente buena, mientras que los gastos de mantenimiento y operación son tradicionalmente bajos. Uno o más mecanismos de “flujo libre” pueden detenerse para su inspección o incluso reemplazarse por mantenimiento sin cerrar el banco de celdas.
Los concentrados de las celdas de flotación rougher se envían directamente para la remolienda. A menudo la molienda se realiza hasta 200 mallas. Después de la remolienda se realiza la flotación de limpieza. En algunos casos, el concentrado de las primeras tres o cuatro celdas de flotación rougher se puede enviar directamente a las celdas de limpieza sin necesidad de remoler.
Después de remoler el concentrado de flotación rougher, se limpia dos veces en máquinas de flotación de “flujo libre” adicionales enviándose el concentrado de mayor grado a la filtración del concentrado final o, como indique la metalurgia, a un circuito de separación cobre-molibdeno.
Las colas o partículas de tamaño medio del circuito de limpieza de flotación pueden ir a un circuito de limpieza scavenger tal como se muestra en el diagrama de flujo o pueden retornar a las celdas de flotación rougher iniciales.
Se debe tener en cuenta que las cargas circulantes y el reciclaje de varios productos a lo largo del circuito se mantienen al mínimo para obtener el máximo control operativo y un buen balance.
ESPESAMIENTO Y FILTRACION DE COBRE
El espesamiento y el filtrado son similares a las de otras operaciones de molienda, sin embargo, dado que las instalaciones de pórfidos de cobre suelen estar en zonas áridas, las colas de la planta generalmente se envían a un espesador grande para la recuperación de agua y los sólidos van a la presa de relaves.
CONTROLES DE PROCESO
Los controles automáticos generalmente se proporcionan en todas las plantas modernas para medir y controlar el flujo de pulpa, el pH y la densidad en varios puntos del circuito. Los controles de densidad y alimentación son relativamente comunes y las instalaciones más nuevas usan controles automáticos de nivel de pulpa en las máquinas de flotación y los cajones de bombas. La automatización también se aplica a los sistemas de trituración.
En este estudio no se muestra el uso del análisis continuo por rayos X para resultados metalúrgicos casi instantáneos (Courier), pero merece un estudio cuidadoso tanto para los sistemas de nuevas plantas como para las existentes. El muestreo automático de todos los flujos principales de pulpa es esencial para un control confiable.
Resumen del Proceso de Flotación de Cobre
El diagrama de flujo en este estudio ilustra el enfoque moderno del tratamiento de cobre pórfido en toda la industria. Cada planta necesitará tener arreglos o métodos algo diferentes para lograr lo mismo, y en la mayoría de los casos se utilizan datos confiables de las pruebas de mineral para planificar el diagrama de flujo y diseñar la planta.
Flotación de Minerales de Cobre
En la mayoría de las plantas dedicadas a la flotación de minerales de sulfuros que contienen cobre con o sin pirita, el aceite de pino es empleado como espumante conjuntamente con uno de los xantatos o reactivos de aerofloat o una combinación de dos o más de ellos como colector. La cal se usa casi siempre para mantener la alcalinidad del circuito y deprimir la pirita presente. El consumo de reactivo normalmente se encuentra dentro de los siguientes límites
Cal…………………………………………….3-6 lb. por ton.
Aceite de pino……………………………0.05-0.20 lb. por ton.
Combinación de collector…………….0.05-0.15 lb. por ton.
Aunque a menudo se obtienen buenos resultados con xantato de etilo únicamente como colector, la adición de una pequeña cantidad de uno de los xantatos superiores con frecuencia mejora la recuperación de aquellos minerales que no flotan fácilmente por el xantato inferior, especialmente aquellos con superficie sucia u oxidada, pero como la acción de un xantato superior es, por regla general, más poderosa que la del compuesto de etilo, generalmente es mejor no agregar más del reactivo anterior que lo necesario para extraer los minerales que no se pueden flotar fácilmente, controlando la flotación con el xantato inferior menos potente y más selectivo. Se obtienen mejores resultados con algunos minerales reemplazando el xantato superior por uno de los ditiofosfatos, controlando la flotación, como antes, con xantato de etilo. En ocasiones, un ditiofosfato puede usarse efectivamente sin el xantato, aunque el método de colección dual es más común. No se puede establecer una regla de oro para la selección de estos reactivos ya que el carácter de los minerales difiere ampliamente en diferentes minerales; la mejor combinación solo puede ser encontrada por experimentación. Cuando se usa aerofloat únicamente como colector, la mezcla de reactivos es algo diferente que la brindada anteriormente. Un consumo promedio confiable es difícil de determinar ya que las plantas que trabajan según lo descrito son pocas, pero lo siguiente es lo que normalmente se esperaría. Si esta combinación de reactivos da resultados iguales a los que se obtienen con una mezcla de xantato, su empleo tiene estas ventajas sobre el último método: el control de la flotación no es tan delicado como con los xantatos, tiene menos tendencia de colectar a la pirita y, si no se requiere selectividad, el circuito puede ser neutral o solo ligeramente alcalino.
Aceite de pino..………………………0.02 – 0.05b lb. por ton.
Acido cresílico……………………….0.05 – 0.20 lb. por ton.
Aerofloat……………………………….0.05 – 0.20 lb. por ton.
Cal – la suficiente para mantener un valor de pH en la pulpa entre 7.0 – 8.0, y mas si la pirita debe ser deprimida.
Cuando el mineral está libre de pirita, la función de la cal, cualquiera que sea la mezcla de reactivos, es precipitar las sales disueltas y mantener la alcalinidad de la pulpa en el valor que se ha encontrado para dar los mejores resultados; el carbonato de sodio rara vez se emplea para este propósito. Cuando la pirita está presente, la cal desempeña la función adicional de un depresor, la cantidad utilizada se equilibra con la del colector, es decir, no debe agregarse más cal que la requerida para evitar que flote la mayor parte de la pirita, ya que cualquier exceso tiende a deprimir los minerales de cobre, y no se debe emplear más del colector de lo que se necesita para proporcionar una recuperación rentable de los minerales valiosos en un concentrado del grado deseado, ya que cualquier exceso tiende a flotar la pirita. En muchos casos, un método más efectivo para deprimir la pirita es agregar una pequeña cantidad de cianuro de sodio, por ejemplo, 0.05-0.10 lb. por tonelada, junto con la cal, siendo necesario entonces menos del último reactivo que si se usara solo.
No es frecuente que un tanque de acondicionamiento deba instalarse antes de la sección de flotación en el tratamiento de minerales de sulfuro de cobre, ya que el circuito de molienda generalmente proporciona puntos adecuados para la introducción de los reactivos. La práctica normal es colocar cal en los molinos de bolas primarios y agregar xantatos en el último momento posible antes de la flotación, mientras que los aerofloat y los di-tio-fosfatos se introducen preferiblemente en algún punto del circuito de molienda, ya que generalmente requieren un tiempo apreciable. de contacto en comparación con los xantatos. No hay un lugar especial para la adición de aceite de pino, pero se debe tener cuidado si se coloca en los molinos de bolas primarios, ya que un ligero exceso puede causar que se forme una cantidad excesiva de espuma en los clasificadores.
En una planta donde se prescinde de la eliminación de finos primaria en el circuito de molienda, es necesario asegurar que esta porción de la pulpa reciba la proporción correcta y el tiempo de contacto con los reactivos.
En cuanto a las instalaciones de flotación, la tendencia actual es emplear máquinas del Air Lift o Callow-Maclntosh en lugar del tipo de subaeración. Si bien dos etapas de limpieza (circuitos 10 y 11) a veces son esenciales para la producción de un concentrado final limpio, los circuitos 8 y 9 que comprenden una sola etapa de limpieza son probablemente los más ampliamente utilizados. Ocasionalmente, las máquinas primarias pueden funcionar como celdas de limpieza rougher (circuito n. ° 5), especialmente cuando son del tipo de elevación de aire o subaeración. Este método, sin embargo, no se emplea a menudo, aunque su uso es más común en la flotación de minerales de sulfuro de cobre que en cualquier otra clase de mineral; una etapa de limpieza es preferible ya que proporciona un mayor espectro de control.
Merecen notarse dos variaciones del procedimiento normal. En una o dos plantas que emplean molienda en dos etapas, se han obtenido mejores resultados separando los finos del circuito primario del molino de bolas y enviándolo directamente a una sección especial de flotación. Este método es útil cuando la alimentación a la planta de flotación contiene una cantidad apreciable de finos, que, debido generalmente a la oxidación a través de la exposición, requieren un tratamiento diferente de la parte no meteorizada del mineral. Tales finos suelen ser fácilmente pulverizables y se pueden separar como limo del circuito primario de molienda sin la inclusión de una proporción indebida de material no oxidado, la mayor parte del cual pasa al circuito secundario de molienda y de allí a su propia división en la planta de flotación.
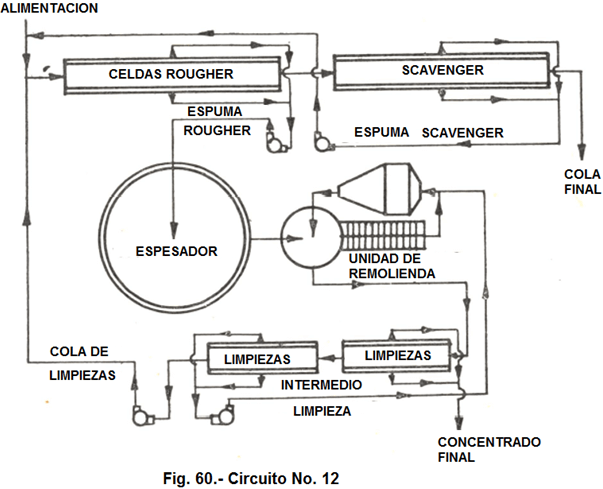
La segunda variación consiste en moler el concentrado rougher antes de la limpieza. El método es aplicable a un mineral en el que los minerales que contienen cobre están tan íntimamente asociados con la pirita que es necesaria una molienda muy fina para liberarlos por completo. A menudo es posible, después de moler tal mineral en una malla comparativamente gruesa, hacer una recuperación rentable del cobre en un concentrado de baja ley que no represente una proporción demasiado grande, digamos 30% o menos, del peso total de la alimentación. El concentrado se puede volver a moler y reflotar produciendo un concentrado de cobre de alta ley junto con una cola pirítica de bajo grado adecuada para el retorno al circuito de desbaste o rougher. Es probable que este método sea menos costoso que uno que implique la molienda fina de todo el mineral. No se puede dar ningún sistema estándar para manejar los diversos productos ya que su eliminación depende tanto de la aparición de los minerales como de la eficiencia de las operaciones de remolienda, pero en el circuito Nº 12 se ilustra un diagrama de flujo típico (figura 60). Es esquemático en la medida en que el espesador y la unidad de remolienda puedan recibir su alimentación desde varias máquinas de desbaste y entregar su descarga a varias celdas de limpieza. Es habitual deshidratar el concentrado rougher y devolver el agua al circuito primario por dos motivos: en primer lugar, para suministrar al molino de remolienda una pulpa lo suficientemente espesa para un funcionamiento eficiente y, en segundo lugar, para evitar, en la medida de lo posible, que los reactivos utilizados en el circuito rougher ingresen a la sección de limpieza.
En la práctica normal, generalmente es posible recuperar más del 90% del cobre que está presente como sulfuro, sea cual sea el proceso de flotación o el circuito empleado. Con respecto al grado promedio de concentrado, no puede decirse más que depende de la clase de minerales que contienen cobre, su modo de ocurrencia y el carácter de la ganga. Por lo general, contiene más del 20% de cobre, pero un mineral de calcopirita difícil puede producir un concentrado con un porcentaje menor que ese, mientras que teóricamente es posible obtener uno que supere el 75% si el mineral está compuesto enteramente de calcocita pura.
La flotación de minerales de cobre nativos casi siempre está precedida por la concentración gravimétrica en cribas y mesas no solo porque el proceso combinado es más económico en cuanto a costos, sino también porque el cobre a menudo se presenta como granos grandes que se aplanan durante la molienda y no pueden disminuirse a un tamaño lo suficientemente pequeño como para flotarlos. El diagrama de flujo depende de la forma de ocurrencia del mineral. Los relaves de algunas de las máquinas de concentración por gravedad pueden tener un valor lo suficientemente bajo como para descartarse, pero aquellos productos que aún contienen demasiado cobre como para ser desechados se espesan y se remuelen, si la operación es necesaria y luego se flotan con aceite de pino y un reactivo de xantato o aerofloat en un circuito neutro o ligeramente alcalino. El consumo de reactivo es aproximadamente el mismo que el dado para el tratamiento de sulfuros que contienen cobre. Mientras que una mezcla de aceite de pino, cal y xantato de etilo ha demostrado ser satisfactoria, a veces se han obtenido mejores resultados mediante la sustitución de aerofloat y di-etil-di-tio-fosfato de sodio, utilizando carbonato de sodio en lugar de cal a causa de las propiedades defloculantes de su ganga. En promedio, 0-12 lb. por tonelada de aerofloat y 0.03 lb. del di-thio-phosphate son sustituidos por 0.1 lb. de xantato.
Como se desea un concentrado de alta ley para mantener los costos de fundición lo más bajos posible, el circuito generalmente comprende dos etapas de limpieza. En la mayoría de las plantas, la flotación se lleva a cabo en máquinas mecánicamente agitadas.
El problema de la flotación de los minerales de cobre oxidados aún no se ha resuelto. Uno o dos procesos especiales están en operación para la flotación de malaquita y azurita, pero ninguno de ellos tiene más que una aplicación limitada; tampoco se ha elaborado ningún método a gran escala para la flotación a granel de minerales mixtos de cobre oxidados y sulfuros de cobre cuando los primeros están presentes en el mineral en cantidades apreciables.